

Los métodos de procesamiento de roscas más utilizados en los centros de mecanizado CNC
El procesamiento de roscas es una de las aplicaciones más importantes de los centros de mecanizado cnc. La calidad y la eficiencia del procesamiento de roscas afectarán directamente la calidad del procesamiento de piezas y la eficiencia de producción de los centros de mecanizado.
Con la mejora del rendimiento de los centros de mecanizado cnc y la mejora de las herramientas de corte, el método de mecanizado de roscas también mejora constantemente, y la precisión y la eficiencia del mecanizado de roscas también aumentan gradualmente. Para permitir al artesano seleccionar razonablemente el método de procesamiento de roscas en el procesamiento, mejorar la eficiencia de producción y evitar el accidente de calidad, los diversos métodos de procesamiento de roscas comúnmente utilizados en el centro de mecanizado CNC se resumen a continuación:
1.proceso de procesamiento

1.1 Clasificación y características del procesamiento del grifo
El uso de agujeros roscados es el método más común de mecanizado. Es principalmente adecuado para agujeros roscados con diámetros pequeños (D <30) y requisitos de precisión de posición de agujero bajo.
En la década de 1980, los orificios roscados se hicieron todos por el método de roscado flexible, es decir, los grifos se sujetaron con el mandril de roscado flexible, y el mandril de roscado podría usarse para compensación axial para compensar la inconsistencia causada por la alimentación axial de la máquina herramienta y la velocidad del husillo. Dar el error y asegurar el tono correcto. El mandril de roscado flexible tiene una estructura complicada, alto costo, daño fácil y baja eficiencia de procesamiento. En los últimos años, el rendimiento del centro de mecanizado cnc ha mejorado gradualmente, y la función de roscado rígido se ha convertido en la configuración básica del centro de mecanizado cnc.
Por lo tanto, el roscado rígido se ha convertido en el método principal de procesamiento actual de hilos.
Es decir, el grifo se sujeta mediante un portabrocas rígido, y la máquina herramienta controla constantemente la alimentación del husillo y la velocidad del husillo.
En comparación con el portabrocas flexible, el portabrocas tiene las ventajas de una estructura simple, bajo precio y amplia aplicación. Además de sostener el grifo, también puede sujetar la fresa de extremo y la broca, lo que puede reducir el costo de la herramienta. Al mismo tiempo, el uso de roscado rígido permite el corte a alta velocidad, mejorando la eficiencia del centro de mecanizado y reduciendo los costos de fabricación.
1.2 Determinación del orificio inferior del hilo antes de tocar
El procesamiento del orificio inferior roscado tiene una gran influencia en la vida útil del grifo y la calidad del procesamiento del hilo. Generalmente, el diámetro del taladro de agujero inferior roscado se selecciona para estar cerca del límite superior de la tolerancia de diámetro del agujero inferior roscado.
Por ejemplo, el diámetro del orificio inferior del orificio roscado M8 es Ф6.7 + 0.27 mm, y el diámetro del taladro se selecciona para ser Ф6.9 mm. De esta manera, se puede reducir el margen de mecanizado del grifo, se puede reducir la carga del grifo y se puede mejorar la vida útil del grifo.
1.3 Selección de grifos
Al seleccionar un grifo, en primer lugar, el grifo correspondiente debe seleccionarse de acuerdo con el material a procesar. La compañía de herramientas produce diferentes tipos de grifos de acuerdo con los diferentes materiales. Se debe prestar especial atención al seleccionar.
Porque el grifo es muy sensible al material que se está mecanizando en relación con la fresa y la lima. Por ejemplo, el procesamiento de piezas de aluminio con un grifo de hierro fundido puede hacer que se caiga el hilo, que se rompa la hebilla o incluso que se rompa el grifo, lo que da como resultado el raspado de la pieza de trabajo. En segundo lugar, se debe prestar atención a la diferencia entre el grifo de paso y el grifo de agujero ciego. El extremo delantero del orificio pasante es largo y la descarga del chip es el chip frontal. El extremo frontal del agujero ciego es guiado en corto y la extracción de la viruta es la viruta trasera. El orificio ciego se mecaniza con un orificio pasante y no se puede garantizar la profundidad del procesamiento de la rosca. Además, si se utiliza un mandril de roscado flexible, también debe tenerse en cuenta que el diámetro del mango del grifo y el ancho del cuadrado son los mismos que los del mandril de roscado; El diámetro del cono para el roscado rígido debe ser el mismo que el diámetro del collar de resorte. En resumen, solo una selección razonable de grifos puede garantizar un procesamiento sin problemas.
1.4 Programación CNC de procesamiento de tomas
La programación del procesamiento de tomas es relativamente simple. Ahora el centro de mecanizado generalmente solidifica la subrutina de derivación, solo asigne cada parámetro. Sin embargo, debe tenerse en cuenta que el sistema de control numérico es diferente, el formato de la subrutina es diferente y el significado de algunos parámetros es diferente.
Por ejemplo, el sistema de control SIEMEN840C tiene un formato de programación de G84 X_Y_R2_ R3_R4_R5_R6_R7_R8_R9_R10_R13_. Solo necesita asignar estos 12 parámetros al programar.
2. Fresado de roscas
2.1 Características del fresado de roscas
El fresado de roscas es el uso de herramientas de fresado de roscas, centro de mecanizado de enlace de tres ejes, es decir, interpolación circular del eje X, Y, método de fresado de alimentación lineal del eje Z para roscado.
El fresado de roscas se utiliza principalmente para el mecanizado de roscas de agujeros grandes y agujeros roscados para materiales difíciles de mecanizar. Principalmente tiene las siguientes características:
(1) Velocidad de procesamiento rápida, alta eficiencia y alta precisión de procesamiento. El material de la herramienta es generalmente un material de aleación dura con una velocidad de corte rápida. La precisión de la herramienta es alta, por lo que la precisión del hilo para fresar es alta.
(2) Las herramientas de fresado tienen una amplia gama de aplicaciones. Siempre que el tono sea el mismo, ya sea un hilo izquierdo o un hilo derecho, se puede usar una herramienta, lo que ayuda a reducir el costo de la herramienta.
(3) El fresado es fácil de astillar y enfriar, y la condición de corte es mejor con respecto al grifo. Es especialmente adecuado para el procesamiento de roscas de materiales difíciles como aluminio, cobre y acero inoxidable.
Especialmente adecuado para roscar piezas con piezas grandes y materiales preciosos, puede garantizar la calidad del procesamiento de hilo y la seguridad de las piezas de trabajo.
(4) Debido a que no hay una guía del extremo delantero de la herramienta, es adecuada para mecanizar agujeros ciegos con agujeros inferiores cortos y agujeros sin socavado.
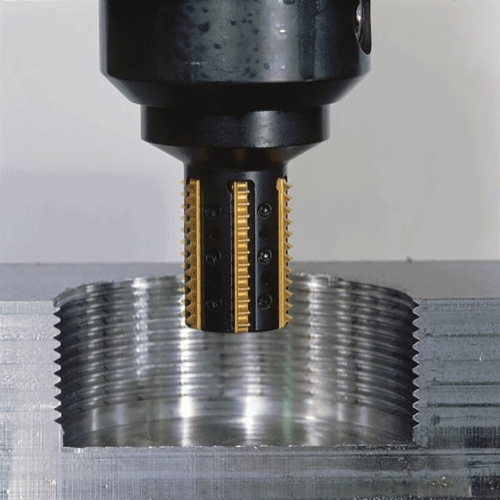
2.2 Clasificación de herramientas de fresado de roscas
Hay dos tipos de herramientas de fresado de roscas, una es una fresa de inserción de carburo sujetada a máquina, y la otra es una fresa de carburo monolítico. La herramienta de sujeción de máquina tiene una amplia gama de aplicaciones. Puede mecanizar agujeros con una profundidad de rosca menor que la longitud de la cuchilla, así como agujeros con una profundidad de rosca mayor que la longitud de la cuchilla. Las fresas integrales de carburo generalmente se utilizan para mecanizar agujeros con una profundidad de rosca menor que la longitud de la herramienta.
2.3 Programación CNC de fresado de roscas
La programación de las herramientas de fresado de roscas es diferente de la programación de otras herramientas. Si el programa de mecanizado se programa incorrectamente, es fácil causar daños a la herramienta o errores de roscado. Deben tenerse en cuenta los siguientes puntos al compilar:
(1) El orificio inferior roscado debe mecanizarse primero, y el orificio de diámetro pequeño debe mecanizarse con una broca. Para orificios más grandes, se debe utilizar un orificio para garantizar la precisión del orificio inferior del hilo.
(2) Cuando la herramienta se corta hacia adentro y hacia afuera, se debe usar una trayectoria circular, generalmente 1/2 vuelta para cortar o cortar, y el eje Z debe viajar 1/2 paso para asegurar la forma del hilo. El valor de compensación del radio de la herramienta se debe introducir en este momento.
(3) La interpolación circular de los ejes X e Y es de una semana, y el huso debe viajar un paso a lo largo de la dirección del eje Z. De lo contrario, el hilo se abrochará.
(4) Programa de ejemplo específico: el diámetro de la fresa de roscar es Φ16, el orificio roscado es M48 × 1.5 y la profundidad del orificio roscado es 14.
El procedimiento de procesamiento es el siguiente:
(El procedimiento del orificio inferior del hilo es ligeramente, el orificio se debe tomar para cortar el orificio inferior)
G0 G90 G54 X0 Y0
G0 Z10 M3 S1400 M8
G0 Z-14.75 Alimentando a la parte más profunda del hilo
G01 G41 X-16 Y0 F2000 Mover a la posición de alimentación y agregar compensación de radio
G03 X24 Y0 Z-14 I20 J0 F500 Corte con corte de arco de 1/2 círculo
G03 X24 Y0 Z0 I-24 J0 F400 Cortar todo el hilo
G03 X-16 Y0 Z0.75 I-20 J0 F500 Recorte con arco de 1/2 círculo para cortar G01 G40 X0 Y0 Volver al centro, cancelar la compensación de radio
G0 Z100
M30
Solo cuando el método de procesamiento de roscas y la herramienta de mecanizado se seleccionan correctamente, la eficiencia y la calidad del procesamiento de roscas pueden mejorarse efectivamente, la eficiencia de uso del centro de mecanizado cnc puede mejorarse y el costo de procesamiento puede reducirse. Todo técnico de mecanizado CNC debe ser competente.
 ZEHAN MACHINERY
ZEHAN MACHINERY 

